设置登录密码
*密码
*确认密码
完善信息
*真实姓名
*公司名称
*您的职位
城市
*邮箱
*主营产品
*行业
企业类型
材质
功能







来源:毅速3D打印|
发表时间:2024-05-27
点击:3953
在模具制造领域,骨位深且间距小的模具镶件由于结构复杂,传统加工方法难以制造出符合要求的冷却水路,导致模具在注塑过程中容易产生热量积聚,进而引发烫伤、缩孔等不良。然而,随着3D打印技术的飞速发展,这些问题正逐步得到解决。
3D打印技术的出现,为这类模具镶件的冷却水路设计带来了革命性的变化。通过3D打印技术,可以根据模具的形状和结构,设计出贴合零件形状的随形水路。随形水路可以更接近型腔表面且可在积热区域重点设计,为模具提供均匀且快速的冷却效果。
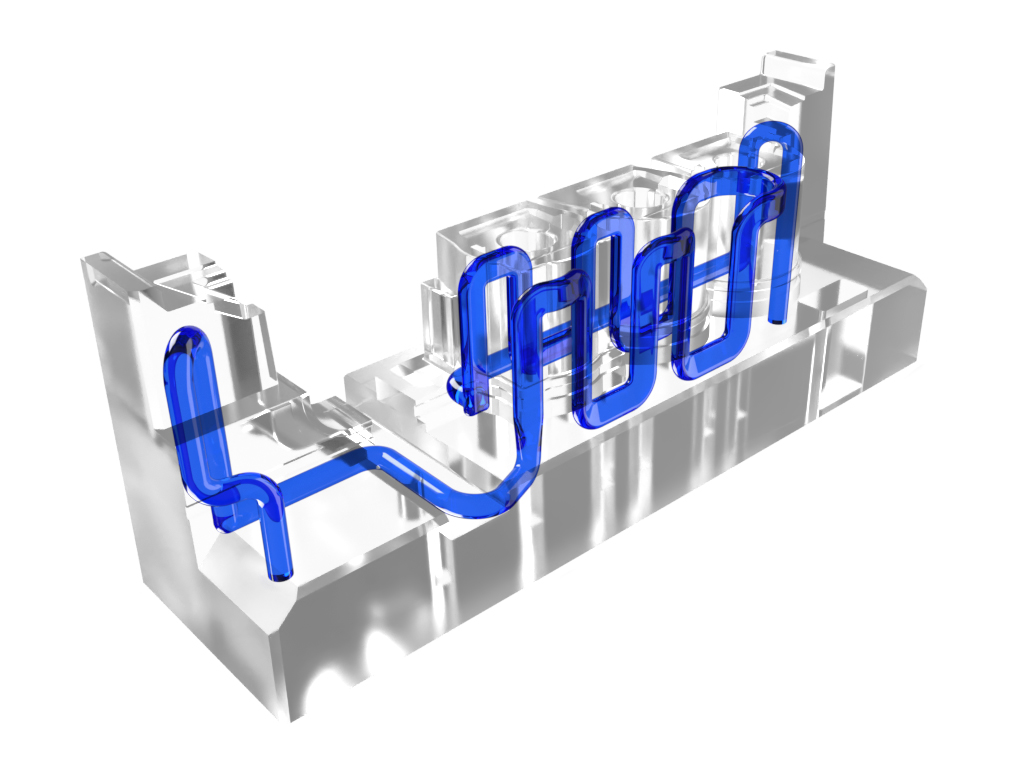
如下图这件汽车接插盒模具镶件,由于产品骨位较深且间距小,采用常规水路加工十分复杂,且零件强度不足,冷却不均匀,造成产品成型后变形较大,导致不良率高,另外冷却时间较长,产品良率和生产效率都达不到要求。

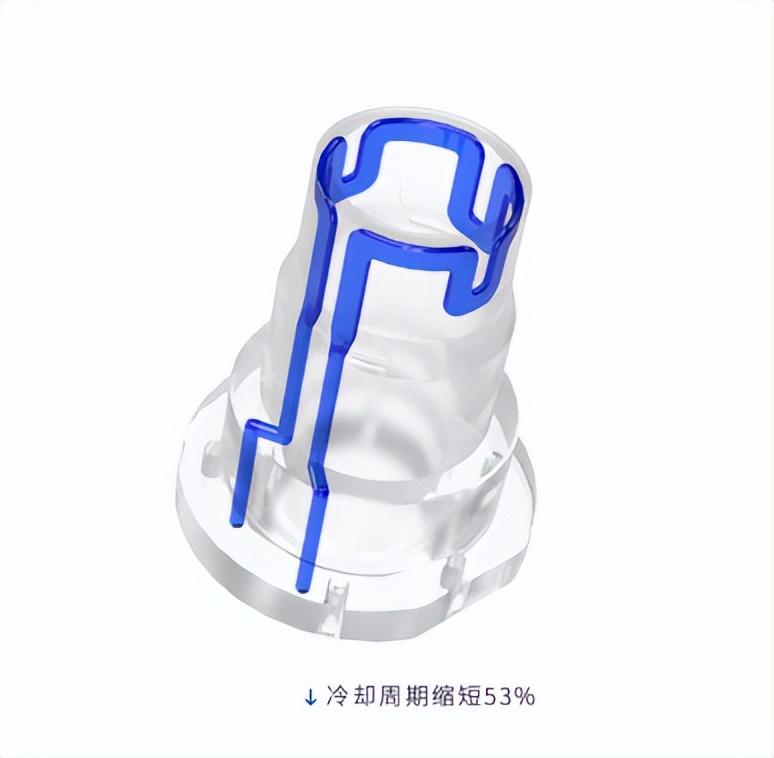
通过金属3D打印技术对镶件水路做了重新设计,3D打印一体成型的特点大大提升了镶件强度,且根据镶件形状设计的水路更接近胶位,可以更快的带走热量,缩短冷却时间,同时镶件整体稳定更加均衡,改善了因局部过热导致的收缩变形的尺寸不良的情况,大幅度提升了产品良率。
材料方面,采用了毅速新材料ESU-EM191S高抛光不锈钢粉末,这款粉末可做到近A1级抛光,耐磨耐腐,抗开裂性、耐磨性是CX材料的4倍,有效提升镶件寿命,为模具的长期生产奠定了坚实的基础。

[声明]本文由新材料在线平台入驻企业/个人提供,文章内容仅代表作者本人,不代表本网站及新材料在线立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。